An electric vehicle requires a functional battery just as a traditional automobile requires a functioning gasoline tank. If the battery fails for whatever reason, the electric vehicle dies on the road. Ensuring that the battery’s tray can handle the thermal expansion of the battery pack and withstand shock and vibration while the vehicle moves is of paramount importance.
An 80 kg, 4 m long, and 1.5 m wide battery tray currently in production by a major automobile manufacturer, designed for a high-performance electric sedan with the ability to travel long ranges before recharging, requires over 500 rivets and over 100 welds for correct assembly. More than 65,000 battery trays annually will roll off the production line. In order to maintain this pace, inspection of over 680 features on the battery tray including welds, rivets, holes, clinch nuts, and mounts must take 140 seconds or less to complete.
Robot and vision solution company Bluewrist has developed a battery tray inspection system utilizing robot mounted 3D laser profilers capable of completing the required inspection routine within cycle time, according to Jay Lu, Director of Engineering, Bluewrist.
The manufacturer had prior experience with vision system-based inspection and understood the necessity of designing a system to inspect the battery trays before the vehicle went into production, according to Nathan Joiner, Business Development Manager at Bluewrist, who worked on the project.
Bluewrist’s hardware agnostic proprietary inspection software, ScanXtream, can accommodate most brands of robot, sensors, and PLCs required by a client, according to Joiner. Fanuc robots, were selected by the customer for use with the project robots were already in use at the manufacturing plant.
The Keyence LJ-V7300 model 3D laser profiler mounted onto each robot arm offers 240 mm field of view (FOV) being a major requirement of the application. The laser profilers use a working range of just under 300 mm for this application and calibrate using a scanner/robot TCP software tool that takes around ten minutes to complete.
The battery tray passes through two work cells for spot welding, clinch pinning, riveting, drilling, and mid-welding prior to loading onto a trolley and delivery to the inspection station for manual loading into a fixture that features 180° rotation. Inspection cycle time allots 20 seconds for tray loading and unloading. “The manufacturer guarantees a +/- 0.5 mm position variation on X, Y, or Z axes for the mounted battery tray. The vision system has much wider variation tolerance, up to +/- 5 mm on any axis, because the 3D laser profilers are mounted on robots”, says Lu.
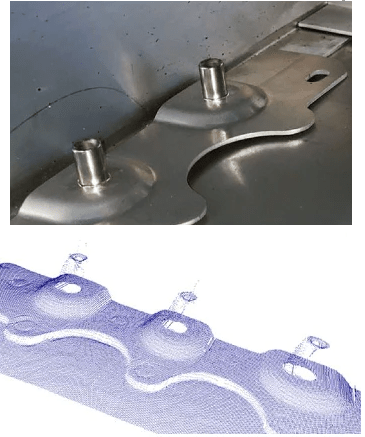
With the battery tray in position, an operator clicks a start button on an HMI to begin the automated inspection sequence. The laser profilers make separate scans over the battery tray for three categories of inspection: welds, then rivets, and then all remaining features, such as holes, mounts, and slots, captured together. The robots require around 30 total passes each to gather all the necessary data.
Weld are inspected for width and length tolerances, and rivets are inspected for flatness tolerance. For other all features the manufacturer requested that the vision system check only for presence, in order to keep the inspection cycle time within the140 seconds.
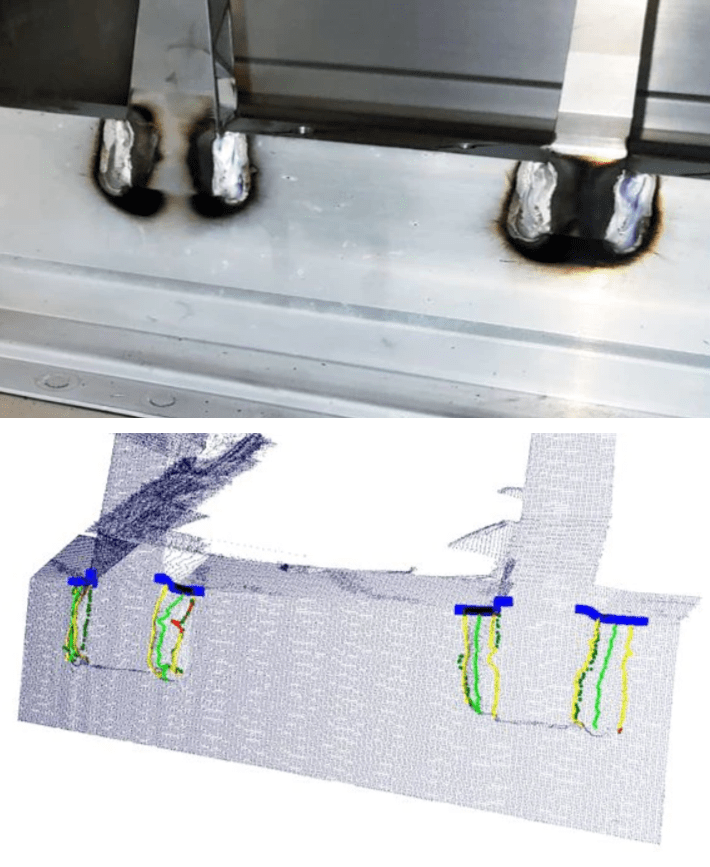
Processing speed, a common challenge for weld inspection, challenged Bluewrist in this application. The company had not previously developed a system to scan and process more than 100 welds in such a short cycle time
Bluewrist has extensive experience with complex and multi-camera inspection applications, says Lu, and has a solid grasp of how much data a single CPU can process in a given amount of time. For this application, based on prior experience, the company knew that each laser profiler required its own dedicated high-performance PC.
Pass/fail results following inspection display to the operator on the HMI at the conclusion of the inspection. The statistical process control (SPC) results of individual features are also saved into proprietary Bluewrist SPCWorks software, so that quality team members can monitor and access process stability to predict and prevent detects. If the battery tray passes inspection, it is removed from the inspection station and will later be fitted with hundreds of battery cells prior to final assembly.
“Custom algorithms were designed for this application included inspection of a weld on a supporting beam that has a very difficult edge to detect,” says Lu. “The addition of this algorithm to the growing ScanXtream library enhances the flexibility of the software and may apply to future weld inspection applications.”
For more information: www.bluewrist.com