Improved accuracy through automation
Automation addresses accuracy in two primary ways – automated measurements and automated workflow.
Automating testing reduces the chances of human error by automating the equipment that controls the device under test (DUT), enabling a computer to read measurements directly from instruments.
Within high-mix, low-volume production, automated workflow improves assembly by providing less-experienced technicians with instructions for the part.
Getting started
Start with small steps aimed at a problem in manufacturing quality or a bottleneck. The problem can be chosen subjectively – you likely know a product that needs production improvement. Use semi-automated tools at first. Analyze the results of the process and build from there. The financial payback can be as short as one year, or as long as a decade, but there is always a positive return.
Automation trends
From our test system focus, we see two important trends – coupling automated workflows via electronic work instructions, to the manufacturer’s manufacturing execution system (MES) and connecting assembly and test results to the MES. Automation starts when a customer places an order for parts that becomes a work order that eventually makes its way to the manufacturing floor, telling an operator to make X units of Part Y. Requests for other parts are made, too. Without coupling, some parts may not be available at assembly/test stations on time, making the operator unsure what to work on. In the future, assembly and test operators will have more control by viewing ordered parts on a monitor, deciding which parts to work without direction from the manufacturing supervisor.
With assembly and test results, manufacturers can increasingly review the part’s progress throughout the manufacturing stages as sub-assemblies become larger assemblies. Automatically capturing data at assembly and test stations gives manufacturing engineers visibility into production bottlenecks, the need for operator training, and equipment effectiveness. Once relegated to assembly and test station hard drives, data are increasingly being used to implement and improve lean manufacturing initiatives. Industry is starting to see the benefits of using available data because of automation. For example, one client reduced waste by 30%.
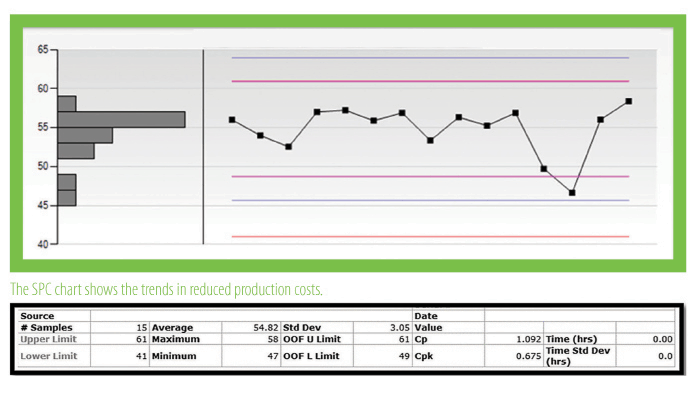
Charts courtesy of: Viewpoint Systems
Automation growth
Our customers continue to automate manual assembly and test processes 5% to 10% annually.
This growth often comes in bursts, with many assembly and test stations rapidly automated. Once completed, automation moves into maintenance mode. The industry is moving in this direction more quickly than it was three years ago.
Designing and building automation systems for complex, low-volume cocmponents can be expensive, however, decreasing human error, increasing productivity, and improving traceability will continue to push automation growth within the aerospace industry.
About the author: Jim Campbell is the president of Viewpoint Systems, a member of CSIA.
Motor & Drive Systems Conference
The Motor & Drive Systems 2020 Conference will take place Feb. 11-12, 2020 in Orlando, Florida. Its focus is the latest technical advancements in design, integration and efficiency of motor, drive systems, and motion control for automation, robotics, manufacturing, and industrial applications. Conference topics will include improving motor efficiency and reliability, regulatory and safety issues, testing standards and programs, emerging and high-growth applications, developing and pairing motor and drive systems, and improving loss prediction and calculation. Engineers, manufacturers, system integrators, machine builders, and consultants can discover how new technologies are improving performance and saving application costs.
Motor & Drive Systems Conference
Servo drives

Kinetix 5100 Servo Drives provide a scalable, cost-effective servo control choice in a single product line. With up to 15kW power range, the drives support applications controlled by standalone, Micro 800, or Logix for a range of performance requirements. With integrated architecture capabilities, Kinetix 5100 drives can be integrated with specially built advanced optical inspection (AOI) in Logix applications. The drive comes with standard inputs and outputs, different mode of controls, plus safe torque off and dual port EtherNet/IP. Users can select the power that fits application needs.
Extending industrial robots’ reach, footprint
Lifkit and Slidekit linear motion modules have a telescopic pillar that can raise and lower a standard robot or cobot up to 900mm.
For horizontal extension, the Slidekit can increase each robot’s reach up to 1,800mm. A standard Ewellix’ profile rail guide, combined with an advanced ball screw, ensures accurate positioning and repeatability.
Lifkit and Slidekit can be combined and are available as plug-and-play solutions for use with all robots from Universal Robots (UR).
Motorized yaw-pitch stages
The YP110-10-01 stepper motor driven, YP110-10-02 brushless servo motor driven, and YP110-10-03 DC servo motor driven yaw-pitch stages precisely measure object angles or curvature.
Pitch stages have cross roller guides and 10° travel ranges. The maximum speed is 14°/sec with stepper motor driven version and 90°/sec with the servo motor driven versions. The 65mm x 65mm table has a precise pattern of threaded holes for fixtures or tooling with 0.05° accuracy and 0.01° repeatability.
Hurco, BMO partner
BMO Automation plans to provide Hurco customers with tested automation solutions that require minimal integration and ensures that automation packages will immediately increase productivity without disruption.
“BMO Automation engineers collaborated extensively with the Hurco engineering team to ensure customers experience a seamless integration wit h the interactive operation of the robot and CNC machine,” says Frank Biemans, managing director of BMO Automation.
Rotary ball spline
Applications for rotary ball splines include SCARA robots, the vertical shaft of assembly equipment, and automatic tool changers and loaders.
A nut rolls on the ball spline shaft, making it capable of linear and rotary motion and provides sub-millimeter accuracy.
Splines feature arch-shaped grooves on the shaft and inner portion of the cylinder. These grooves approximate the diameter of the ball bearings, allowing them to carry a high load in a linear motion.
A ball spline’s forte is torque transfer. In addition, it can be customized so cabling can run the length of the robotic arm by using a hollow-shaft ball spline.
Ball splines with cross rollers instead of balls in the rotary motion increase load rating without increasing size.